镶件是与原身留相对应的,当一个模仁是一整块钢料组成之时,便是原身留,当由多个工件组成之时,除了主体的钢料外的镶嵌进去的零件就可以称之为镶件了。其实镶件最大的缺点是降低了模具本身的强度。但镶件却可以使用不同的材质而单独加大了薄弱部位的强度。
我们先来了解了解什么情况需要镶件,什么情况需要镶件:
1、节省材料。后模的定料是由最高点决定的,如果只是单一的一处形状比较规则的高起时,可以把这一块镶起来,以便定料时,可以定矮点。
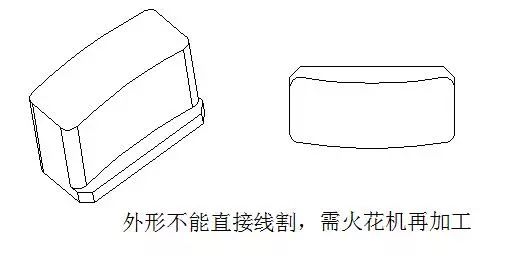
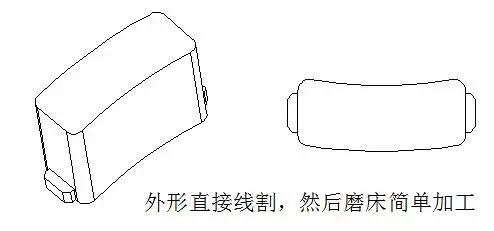
2、方便加工。在加工的设备之中,速度最慢,精度最差的是EDM,所以有时为了尽量避免EDM加工,会选择作镶件。3、方便排气。特别是一些深的骨位,EDM加工排液不良,成型时排气不良,这时往往需要采取镶件。4、保证精度。磨床是加工精度最高的,有时,为了保证精度,以方便磨床加工为准。
5、互换要求。有时客户要求同一个产品如换个标签位之类的,做互换镶件。
6、方便省模。有些深的位置,省模相当的不方便,于是做成镶件。
7、改模方便。有的位置易磨损或是精度要求太高,出于改模之考虑,做成镶件。
8、散热考虑。这个主要是指铍铜镶件。
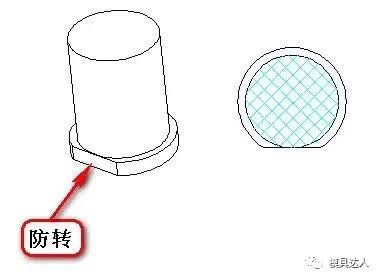
从加工效率方面。有些大模镶成几个小件,分开加工,可以节省时间。一般情况下镶件分两种,镶通和盲镶。对于一些较小的镶件,可以用Y-CUT线割的形式,用挂台定位。对于一些较大的镶件,如60X60以上的,可以采取盲镶的形式,有镙丝挂住。加工相对困难,却保证了模具的强度。
镶件的材料:没有擦穿的镶件,材料与模仁料可以做到一样。

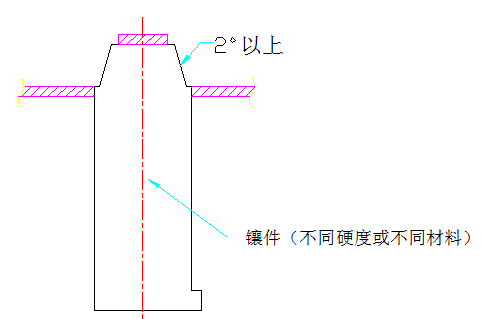
如果有擦穿的镶件,材料可以与模仁料一样,只不过硬度加高2度,或是不同硬度的材料。
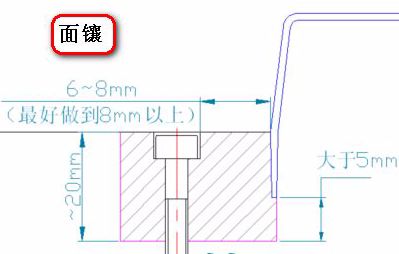
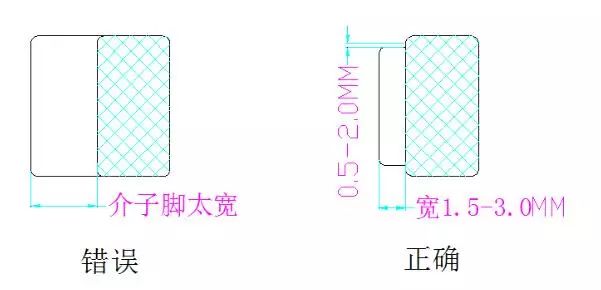
然后就是在设计挂台之时,得留意加工的难易度以及基准位置,以方便线割和磨床加工。挂台的尺寸一般可以设计为5X2.0MM或者4X3MM。
还有挂台应该放在镶件的平直位置。如图
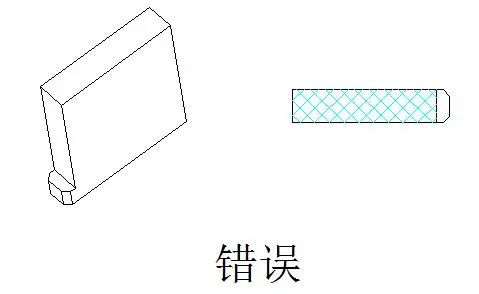
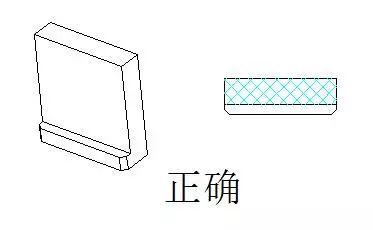
挂台应该短过平边0.5-2.0,这是为了方便线割R角。
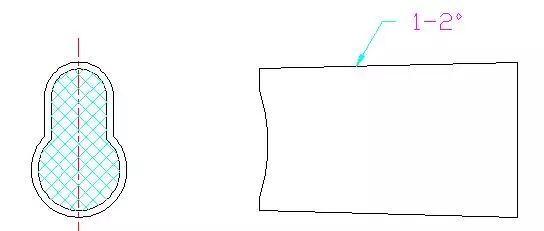
当镶件是异型,不适合作挂台时,可以周边做1-2度的斜度,直接插下去。这就是斜度镶件。