公差设定的太精密,供应商说很难做到,成本又高。
而公差设定的太宽松,又担心组装后会影响产品的外观、功能和可靠性等。
总之,公差设定的太精密和太宽松都会有问题,还会被认为不专业、不懂注塑,会被鄙视。
有没有一个标准可以供工程师参考?使用时只需查查表格就可以了?
本文将分析4个塑胶件注塑成型的公差标准,并给出我的推荐建议。
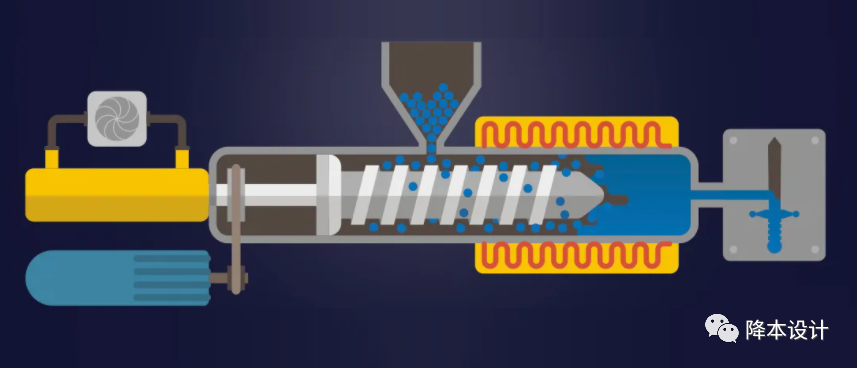
在讨论标准之前,需要先从注塑成型工艺的角度来讨论哪些因素影响了塑胶件的公差。影响塑胶件公差的因素很多,包括塑料特性、产品设计、模具设计和注塑工艺等四大方面。
|
塑料特性 |
产品设计 |
模具设计 |
注塑工艺 |
|
收缩率(各向同性和各向异性) |
产品结构 |
模具精度 |
注塑机器性能 |
|
尺寸稳定性 |
壁厚 |
模具穴数 |
注塑压力/速度 |
|
粘度 |
拔模斜度 |
流道系统 |
保持压力/速度 |
|
是否添加 增强纤维 |
对称性 |
顶出系统 |
熔化温度 和模具温度 |
|
表面处理 |
冷却系统 |
夹紧力 |
|
|
尺寸大小 |
模具设计/布局 |
重复生产能力 |
在上面的所有因素中,有两个因素最为关键:
-
塑胶材料的收缩率;收缩率小的塑胶材料,容易获得较高的尺寸精度;收缩率大的塑胶材料,尺寸精度相对较低;
-
尺寸在模具中是否受到模具活动的影响;如果尺寸均在同一个模具型腔中,该尺寸不受模具运动的影响,那么可以获得较高的尺寸精度;如果尺寸在两个型腔上(或者与斜销滑块上),这会额外存在两个型腔(或者与斜销滑块)的组装误差,同时还会受相互之间活动的影响,尺寸精度相对较低。
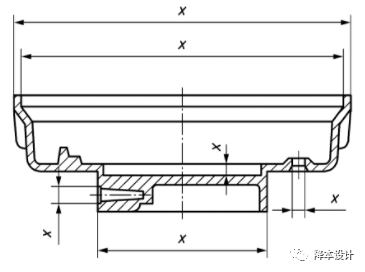
▲尺寸不受模具活动的影响
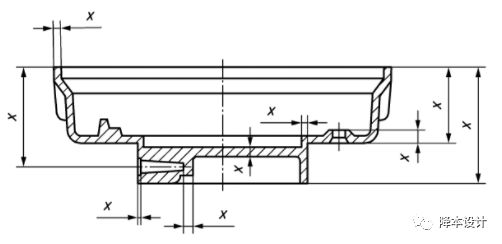
▲尺寸受模具活动的影响
这4个塑胶件公差标准是:
-
国家标准:GB/T 14486-2008
-
汽车行业标准:QC-T-29017-1991汽车模制塑料零件未注公差尺寸的极限偏差
-
大众用标准:DIN16901-1982
-
上汽标准:MGR ES.22.PL.103 塑料件工程图纸公差
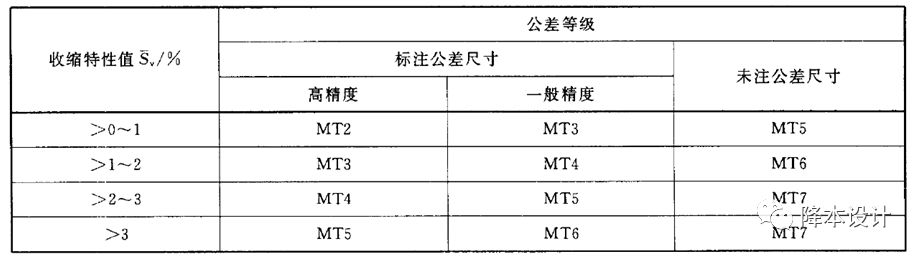
2.1 国家标准:GB/T 14486-2008
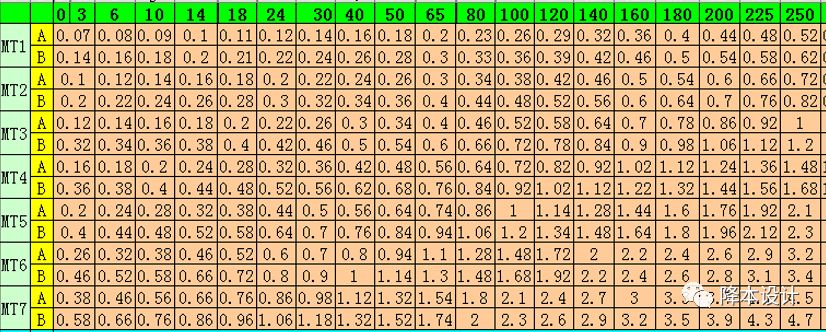
A为不受模具运动部分影响的尺寸公差值,B为受模具运动部分影响的尺寸公差值
MT1级为精密级,只有采用严密的工艺控制措施和高精度的模具、设备、原料时才有可能选用。
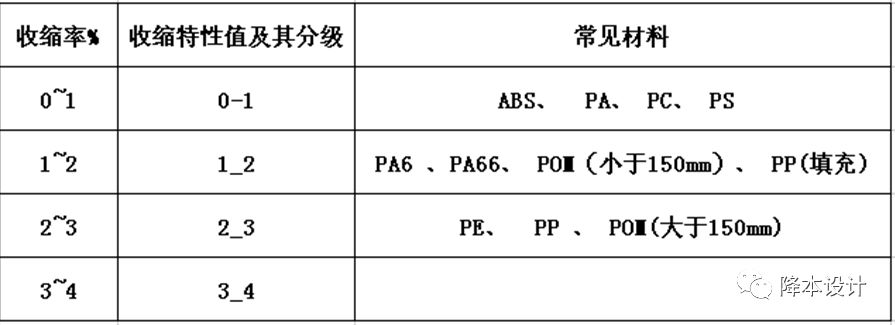
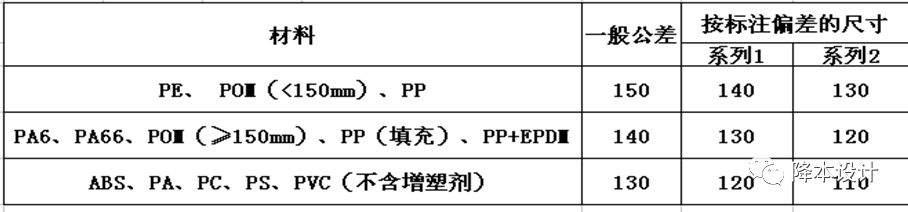
在选取公差等级时,是依据塑胶材料的收缩率:
 收缩0~1%的常用材料有:ABS,PC,PC/ABS,PA+玻纤填充物,PP+填料
收缩0~1%的常用材料有:ABS,PC,PC/ABS,PA+玻纤填充物,PP+填料
收缩1~2%的常用材料有:PA,尺寸≤150mm的POM
收缩2~3%的常用材料有:PP,尺寸>150mm的POM,PE
收缩>3%的常用材料有:软PVC
2.2 汽车行业标准:QC-T-29017-1991汽车模制塑料零件未注公差尺寸的极限偏差
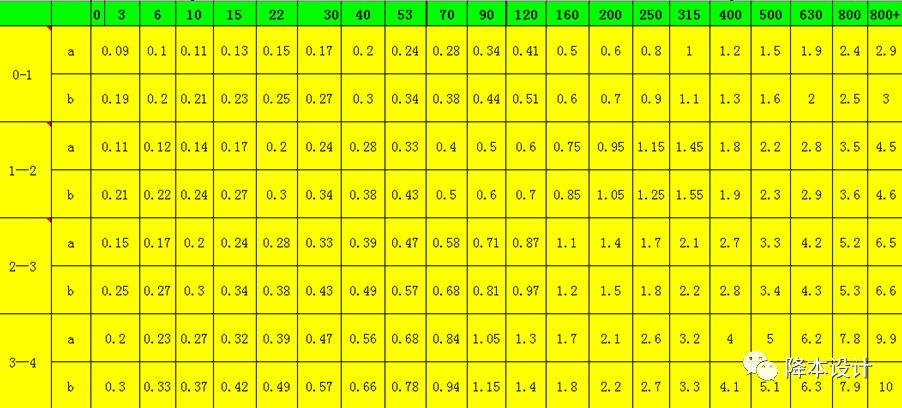
a为不受模具活动部分影响的尺寸公差值,b为受模具活动部分影响的尺寸公差值
2.3 大众用标准:DIN16901-1982
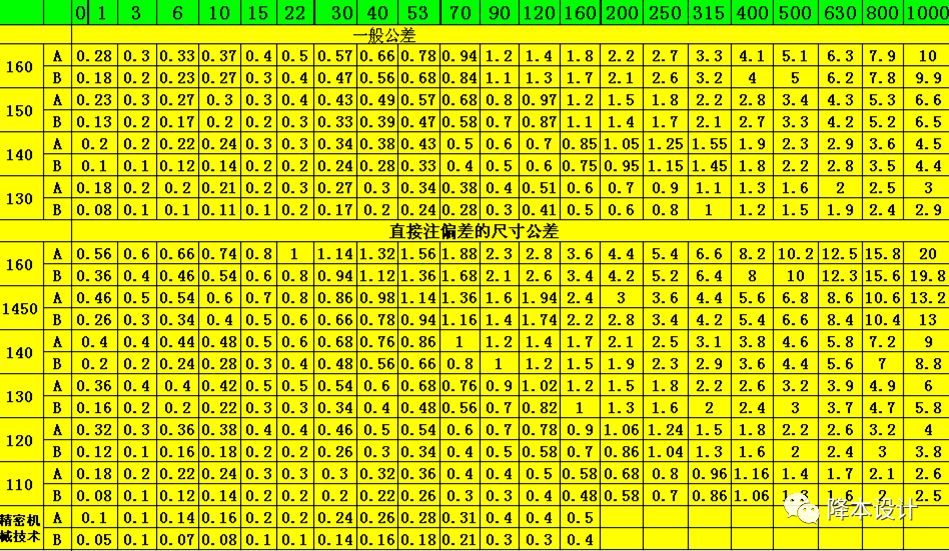
A为受模具活动部分影响的尺寸公差值,B为不受模具活动部分影响的尺寸公差值
110、120、130、140、150是指本标准中尺寸公差等级。
2.4 上汽标准:MGR ES.22.PL.103 塑料件工程图纸公差
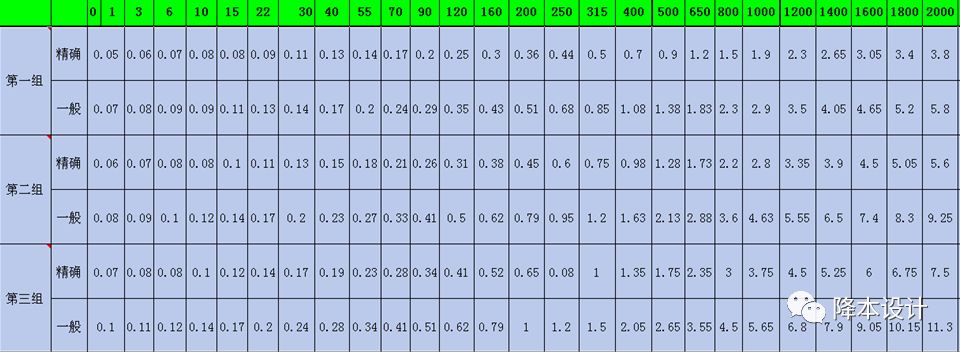
第一组塑胶材料为:ABS、玻纤填充ABS、PA6填充、PA66填充、PA11填充、PA12填充、PC、玻纤填充PC、PC/ABS
第二组塑胶材料为:PA6、PA66、PA11、PA12、玻纤填充PP、PS、硬质PVC
第三组塑胶材料为:PE、PP、PS、软质PVC
通过对上述4个标准的对比(紫色区域的数据)可以发现:
-
上汽标准要求最高;
-
汽车行业标准与大众标准的公差要求基本一致,次之;
-
国标要求最低;例如ABS塑料100mm尺寸公差为+/-0.52mm,显然当前的注塑加工工艺能力远大于此,不推荐使用国标。

作为具有多年塑胶件设计经验的老司机,我认为上汽标准是最符合最接近当前注塑工艺的制造水平状况,推荐使用。上汽标准如果能对尺寸是否受模具活动影响进行区分,那就非常完美了。
顺便推荐一个英文网站,可以根据塑胶材料类型、尺寸精度等级、尺寸大小、以及是否受模具运动影响等因素,自动获取公差大小。
https://www.jazzmold.com/tolerance-level/
写到这里,可能会有工程师会问:刚才说的只是尺寸公差,还有形位公差怎么办?例如平面度和同心度等。
鉴于文章篇幅有限,以及我目前掌握的资料为英文,就不再展开。
如有需要的朋友请微信我(新朋友请加3945996)。
另外,如需文中几个标准的PPT文件,也请微信我。
请注意,微信回复可能会有延迟,请稍安勿躁。