塑胶模具结构千变万化,其中常规侧向抽芯是很普遍,但在侧向抽芯里面做顶针、司筒、扁顶就不是很常见。但有些模具必须要做这些结构才能顺利脱模,相信很多模具设计爱好者对这些结构很感兴趣,下面来分享此类结构的一些出模原理 ,希望对模具设计爱好者的伙伴有所启发。
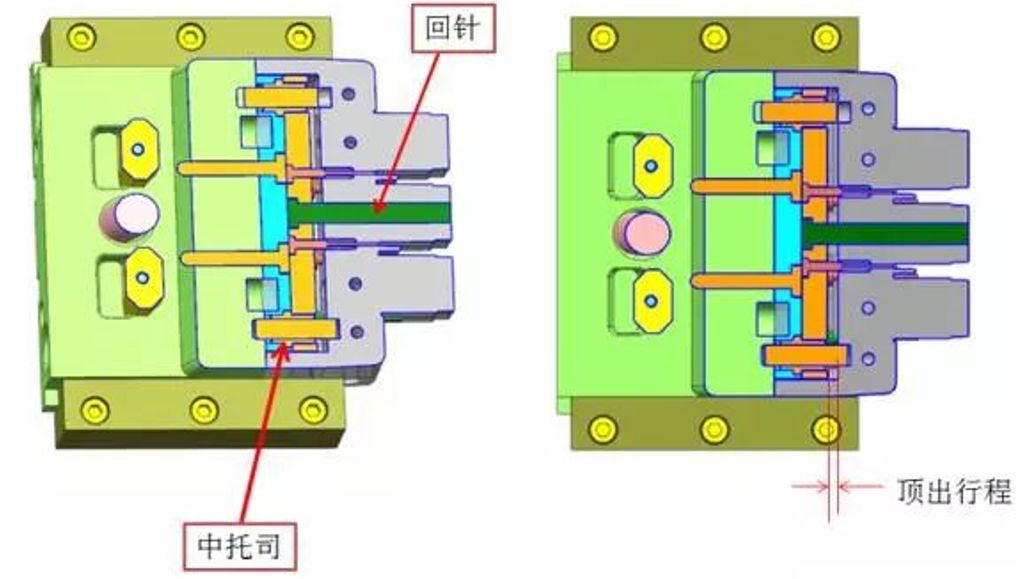
1. 滑块里面出顶针的目的是防止滑块侧向抽芯时,产品会粘着滑块走,这样会导致产品拉伤变形,产品达不到客户的要求,所以滑块里面一定要加顶针,其中运作原理是滑块抽芯时顶针不动,抽出一定距离之后顶针一起跟着滑块一起抽芯,如图所示。

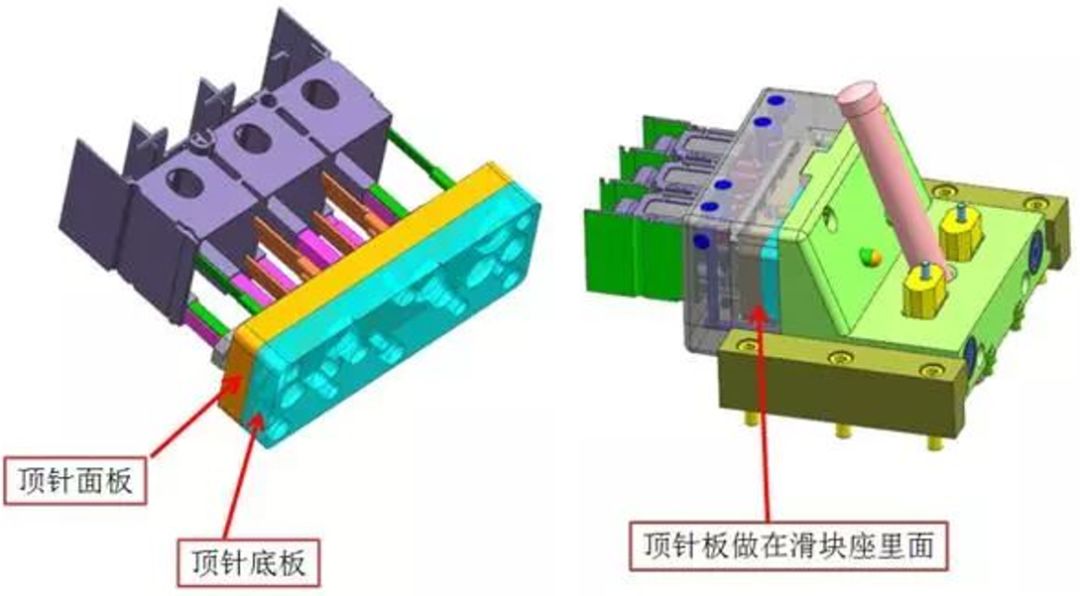
2. 常规滑块里面出顶针的固定方式是单个顶针固定在滑块座上,由于这此套模具滑块里的顶针较多,所以需要用顶针板来固定,顶针板做在滑块座里面,如图所示。
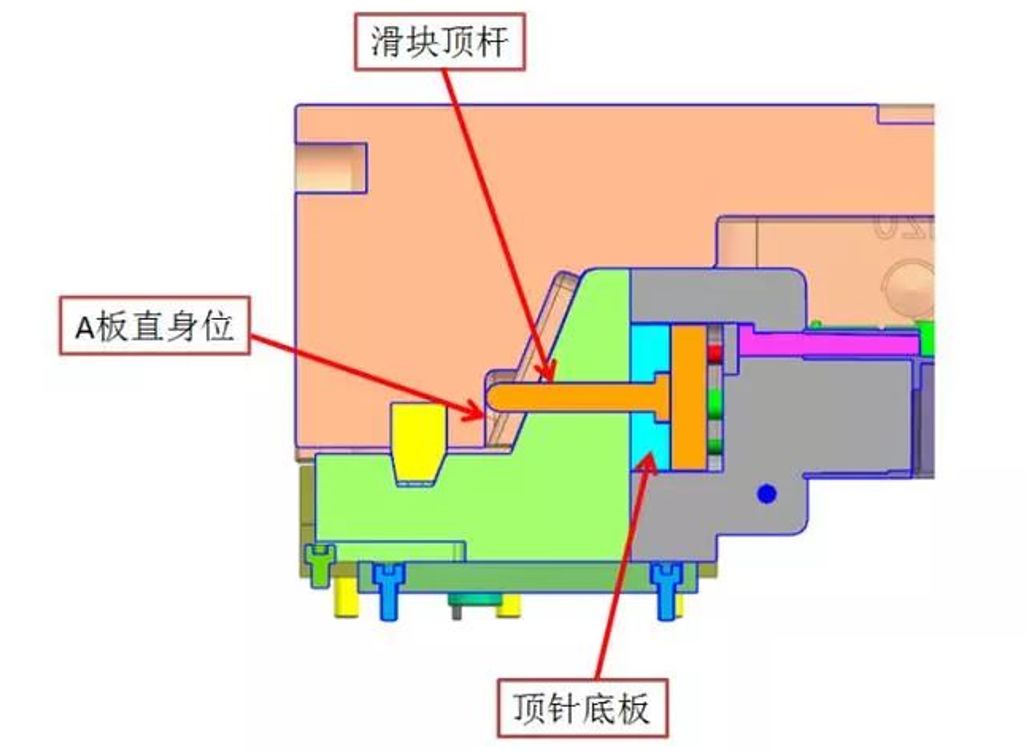
3. 在合模状态下,顶针底板与滑块座底部贴合,A板直身位须抵住滑块顶杆,其目的是开模时滑块顶杆顶住顶针底板,防止产品粘滑块,如图所示。
4. 为了顶出顺畅顶针板上要加中托司,顶针板回位前端要加回针,前端预留顶出行程,细节避空如图所示。
5. 型腔开模20mm时,滑块向外抽芯,型腔镶块控制顶针板做顶出运动,限位块与弹针挡块间隙为顶出行程,如图所示。
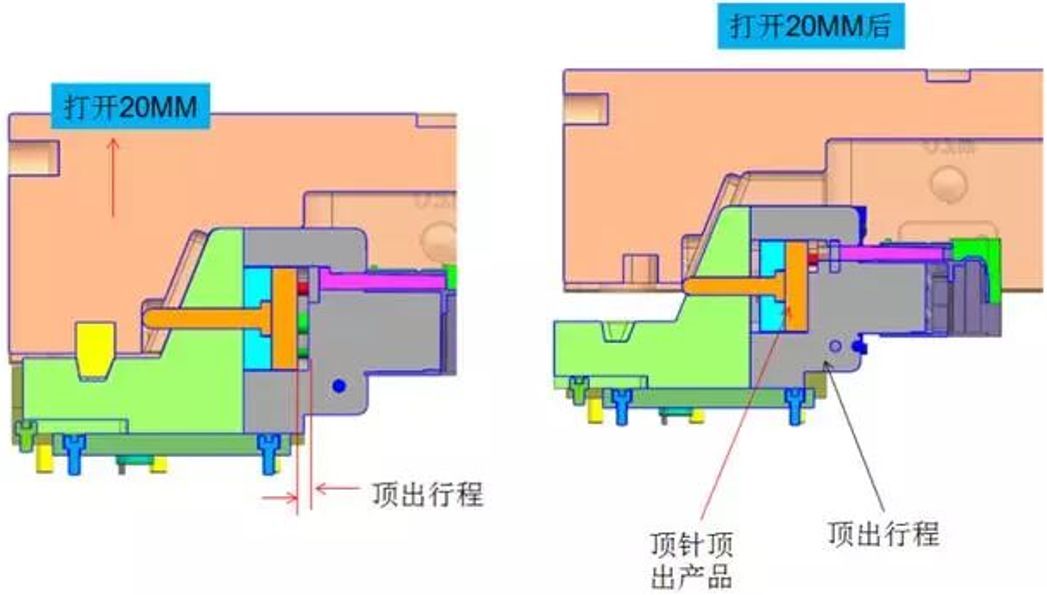
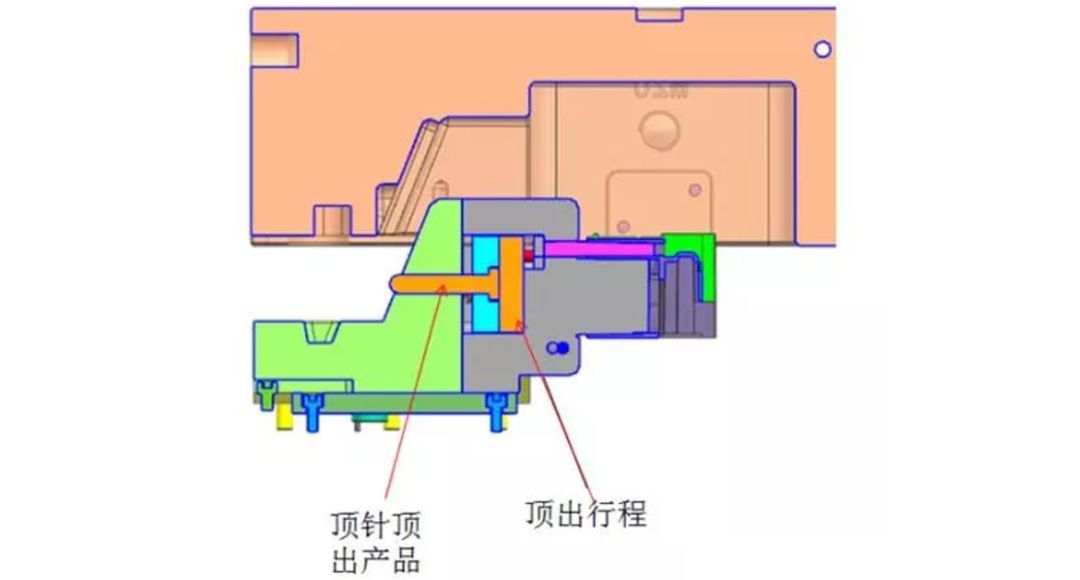
6. 型腔镶块完全脱离,由于回针作用,使顶针板复位,顶针板与行位座挡块面贴合,此时行位已完成脱离产,然后用顶针顶出产品。如图所示。
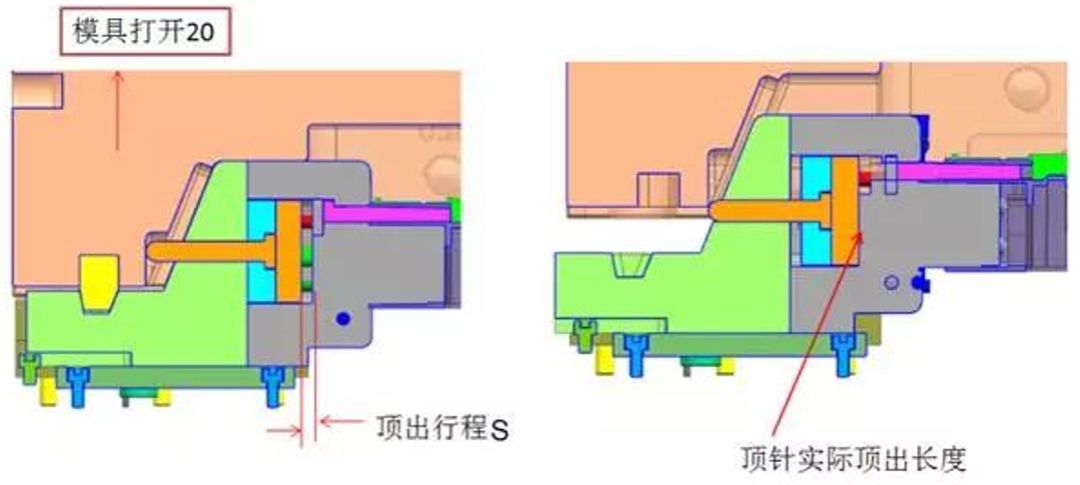
7. 要求顶出行程S必须大于顶针实际顶出长度,避免顶出时与滑块发生干涉,如图所示。
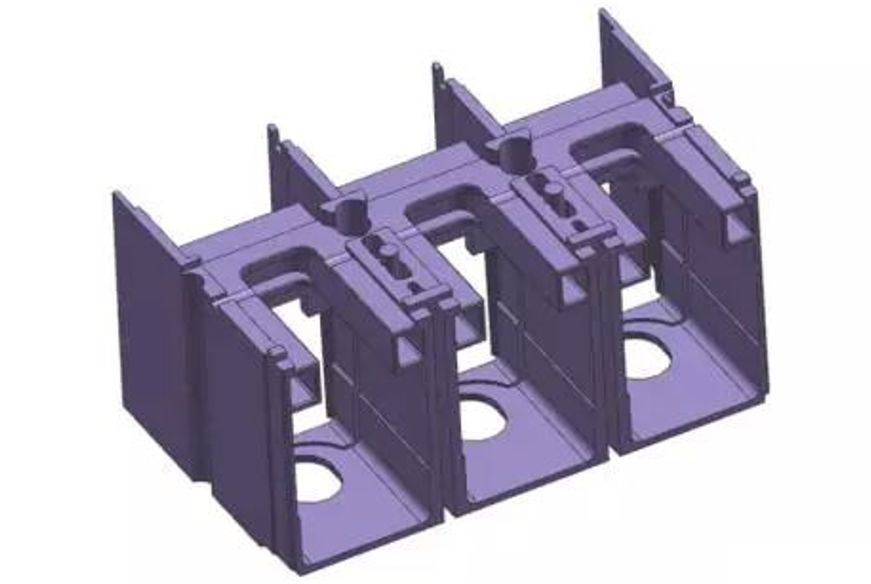
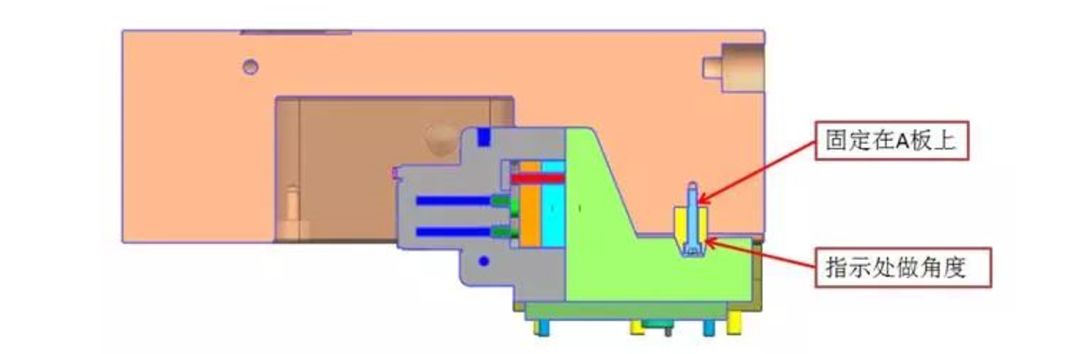
8. 一般滑块较大,并且有很多胶位出在滑块上,为了避免产品有批峰,产生夹线,导致产品外观达不到要求,所以滑块需做反铲,反铲两边须做角度,并且固定在A板上,其目的是防止滑块往后退,如图所示。
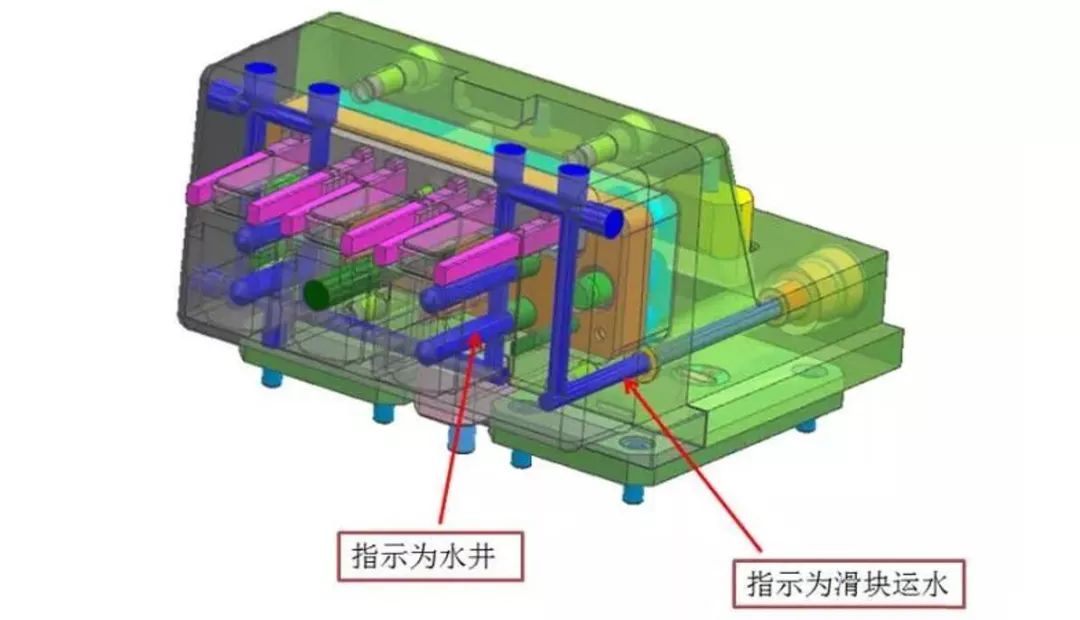
9. 滑块较大,并且有很多胶位出在滑块上,为了加快胶位冷却速度,所以滑块上必须走运水,滑块骨位太深,冷却不到的胶位,还需要加水井,因滑块有很多镶件和顶针,固运水不能与其它产生干涉,此图为滑块运水比较典型,如图所示。