


1 引言
点浇口模具是制品成型中常见的结构形式, 采用点浇口制品表面浇口痕迹小, 脱模时能自动切断浇注系统凝料。常见的点浇口模具结构如图1 所示,这种点浇口结构形式已被模具设计人员视为经典。
但从这种结构中可以看出:
①模具结构相对复杂, 要采用双分型面结构, 且要考虑中间板的定距分型与支撑、浇注系统凝料的脱出机构等, 这些机构的设置无疑使整副模具的设计和加工难度增加;
②点浇口尺寸不易控制, 其尺寸一般是采用钻加工完成的, 很难精确控制和修整尺寸, 而控制浇口尺寸对成型而言是非常重要的。
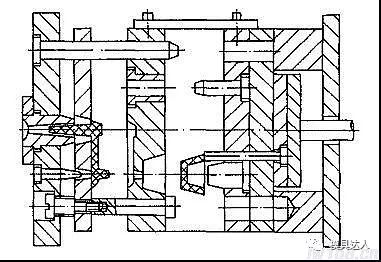
图1 典型点浇口模具结构
2 点浇口尺寸分析
浇口尺寸是成型制品的关键, 对点浇口而言,其主要尺寸就是浇口直径和浇口长度。根据热塑性塑料流变性质和注射充模计算, 塑料熔体在点浇口流道中的剪切速率一般在104~105 s- 1 , 在此剪切速率范围内所得到的制品残留应力和机械性能的各向异性最小。
点浇口尺寸可由下面公式计算。
浇口直径:d = 2Q/γ
式中: Q ——流经浇口的塑料熔体的体积流率,cm3/ s ;γ——剪切速率,s - 1。
浇口长度:L = RΔP/ 2τ
式中: τ——剪应力, τ=ηaγ; ηa ——熔体的表观黏度, Pa •s ; R ——浇口半径,mm;ΔP ——流经浇口的压力降,Pa 。
从压力公式中可以看出, 浇口长度越长, 压力损失越大。为保证型腔内成型时有足够的压力, 整个浇注系统的压力损失(包括浇口的压力损失) 应该在压力损失范围内,以此来确定最小、最合理的浇口尺寸。成型制品所需的成型压力一般为30~50 MPa ,而熔料流经注塑机料筒和喷嘴的压力损失一般在10~20 MPa 。因此,由注射机的注射压力值和成型所需的压力值可反推出浇注系统(包括浇口) 的压力损失值,从而确定浇口的长度尺寸。
在确定点浇口直径时, 设计人员一般按经验值取,往往先取一小值,待试模时再根据实际注射情况修正浇口尺寸。而上述的典型点浇口结构, 由于模具被固定在注机上,其尺寸的修正并不容易做到,因此确定合理的浇口尺寸和在试模过程中做到对浇口尺寸的方便修正是非常重要的。正是基于此,现设计了一种侧向分型结构的点浇口模具。
3 点浇口模具新型结构
图2 所示制品成型模可以按前述的典型三板式结构设计,成型部分采用侧向分型、推管顶出, 整副模具结构难度较大。而采用下面的结构设计, 则模具结构难度减小,模具结构成型部分如图3 所示。可以看出,点浇e设计在侧向分型的两滑块上,加工点浇口时,把两滑块固定成一体进行加工,修正尺寸时可把两滑块分开进行尺寸修正,因此其尺寸修正方便、容易。整个模具结构为单分型面二板式侧向分型结构,开模时,主流道凝料由于滑块的延时抽芯被拉到动模一侧,然后滑块侧向分型,制品包裹在型芯上,最后由推管顶出。型芯固定在动模板上,比典型的型芯固定在支承板上的模具结构, 减少了型芯长度。型芯与推管结构见图4。
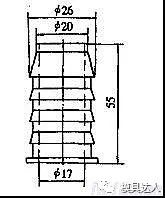
图2 制品图
这种结构比三板式双分型侧向分型结构少了一个分型面, 模具结构简单。但这种结构浇口不能自动切断,浇注系统凝料仍留在t品上需要人工去除。
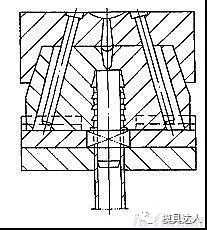
图3 模具成型部分结构
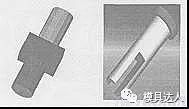
图4 型芯与推管结构
模具达人:mujudaren