


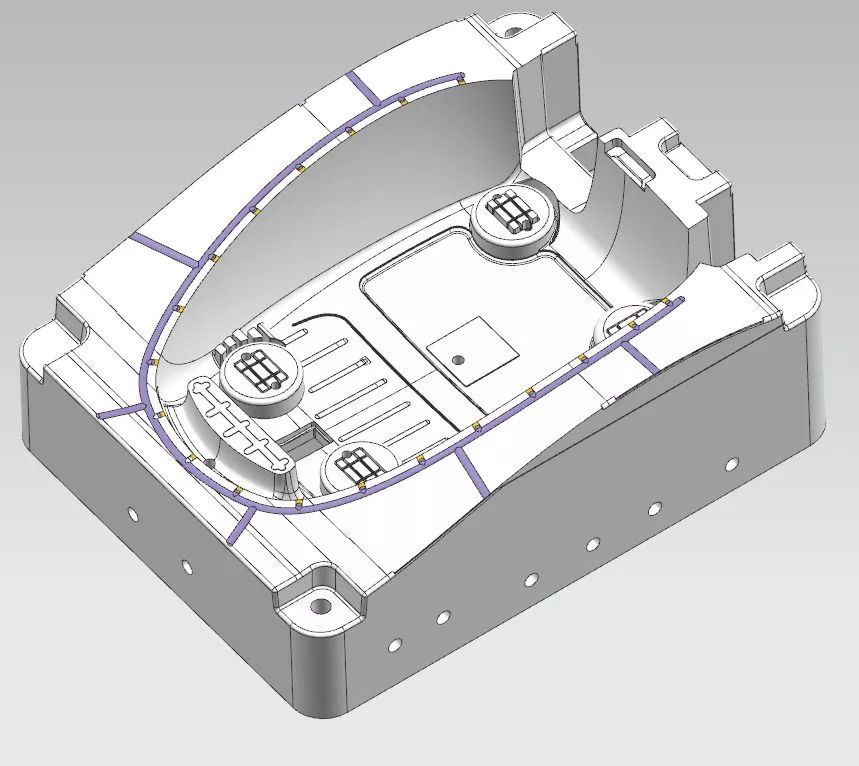
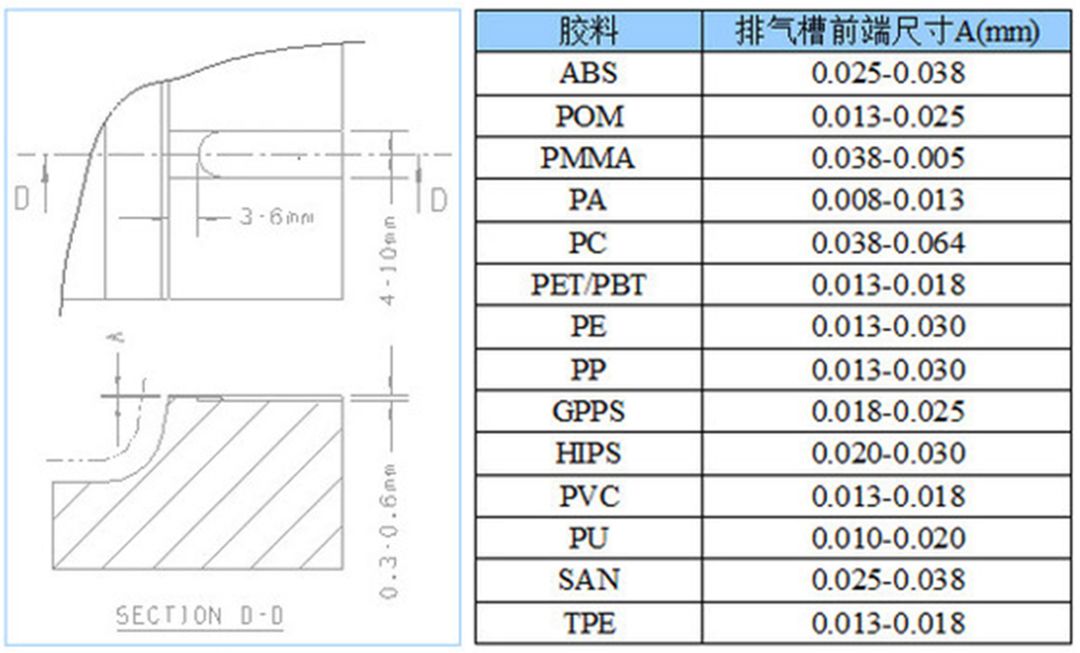
1)排气槽排气
2)分型面排气
3)拼镶件缝隙排气
4)推杆间隙排气
5)粉未烧结合金块排气
6)排气井排气
7)强制性排气
东莞市富翔电子有限公司
东莞公司地址
东莞市石碣镇梁家村铭华路
电话:+86-769-89616098
FAX:+86-769-89616099
EMAIL:FX8834@163.com
富翔电子(赣州)有限公司
赣州公司地址:
江西省于都县于都工业园
电话:+86-797-6330368
FAX:+86-797-6330366
EMAIL:fxdz8009@163.com
1)排气槽排气
2)分型面排气
3)拼镶件缝隙排气
4)推杆间隙排气
5)粉未烧结合金块排气
6)排气井排气
7)强制性排气